Výrobní program
Osazení desek plošních spojů technologií SMT
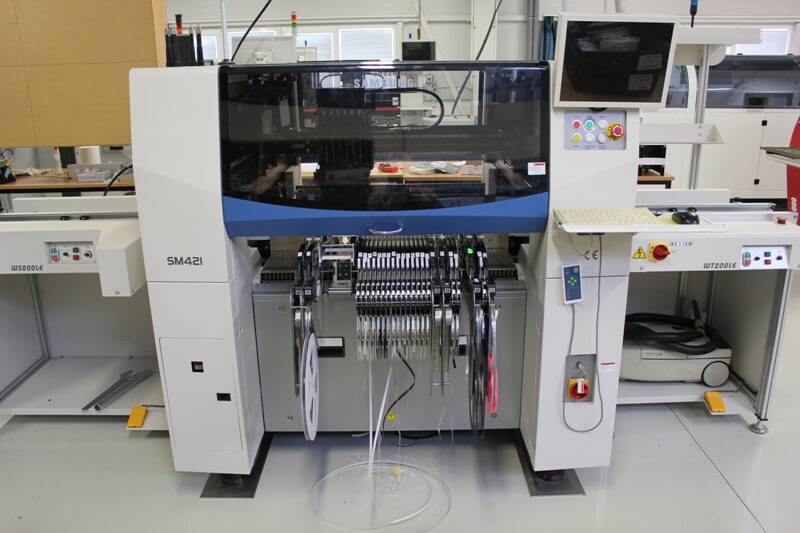
Osazování DPS
- Montáž SMD se provádí na SAMSUNG SM-421 nebo SAMSUNG DECAN F2. Kapacita montáže je 75 000 součástek za hodinu podle IPC. Naše technologické vybavení nám umožňuje osazovat SMD součástky v celé škále velikostí: 0201, 0402, 0603, 0805, 1206 …, SOT23, SOT89, SOT122, SO8, SO16, PLCC4-84, QFP 0,5mm, BGA ….
Substráty potřebné pro osazení desek plošných spojů technologií SMT:
- rozpis dílů (nejlépe Excel)
- osazovací plán (nejlépe ve formátu PDF)
- specifikace postupu (pokud je to nutné)
- souřadnice středů dílů (nejlépe v Excelu)
- soubory pro výrobu šablony pro pastu (Gerber)
Osazování desek s plošnými spoji pomocí klasické technologie THT
Dokumenty požadované pro osazování desek plošných spojů pomocí technologie THT:
- rozpis dílů (Excel)
- osazovací plán (nejlépe ve formátu PDF)
- specifikace postupu (pokud je to nutné)
Pájení desek plošných spojů pomocí technologie SMT:
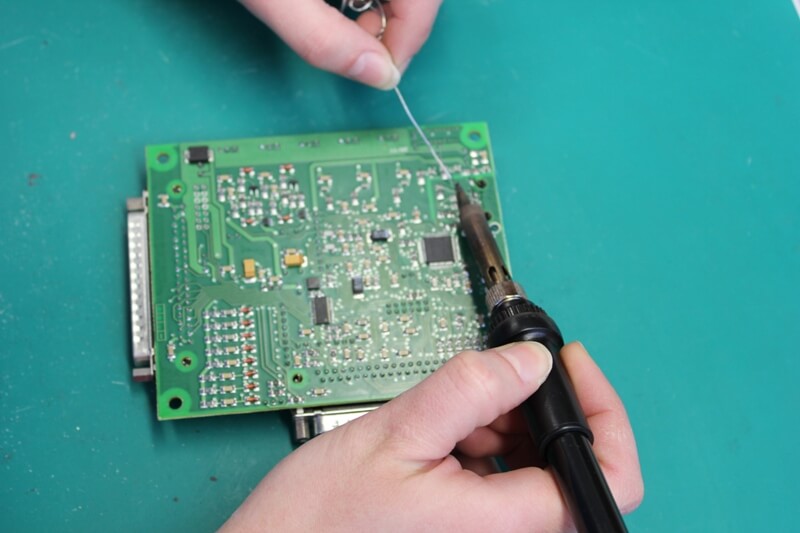
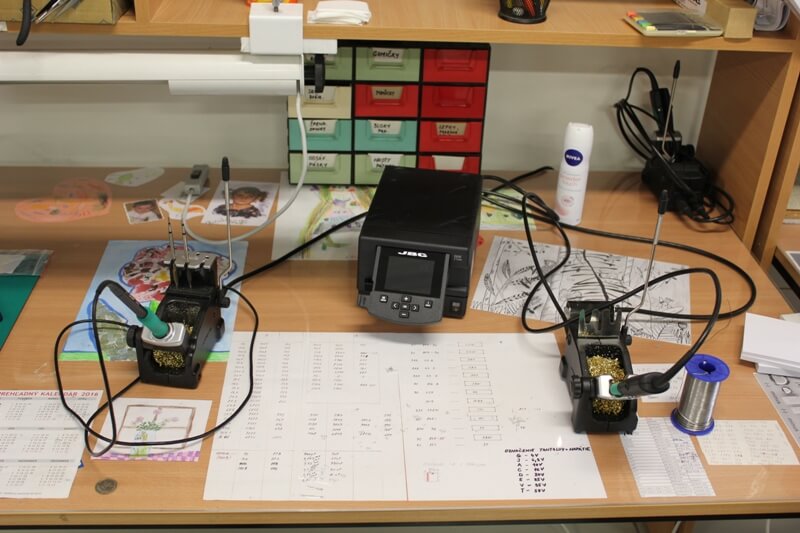
Pájení se provádí na zařízení pro selektivní pájení VERSAFLOW 345 od společnosti ERSA. Tento proces probíhá v dusíkové atmosféře, která zajišťuje, že během pájení nedochází k oxidaci pájky. V případech, kdy tato zařízení nelze použít, pájíme ručně. Používáme pájecí stanice od společnosti JBC, kde lze nastavit teplotu pájení a obsluha nemá možnost tuto teplotu měnit. V obou případech (strojní i ruční pájení) používáme bezolovnatou nebo olovnatou pájku podle požadavku zákazníka a budoucího použití desky.
Optické kontroly a meziprodukty ve výrobě
100 % instalovaných desek plošných spojů je podrobeno optické kontrole. Tato kontrola se provádí podle potřeby buď na přístroji Marantz FDL520, nebo pomocí mikroskopu a lupy. Vzhledem k tomu, že několik společností vyžaduje pájení a kontrolu podle normy IPC-A-610, provádí se výsledná optická kontrola desek pomocí 3D mikroskopu. Všechny osazené desky lze podle přání zákazníka čistit mytím v automatické velkokapacitní čističce Super SWASH nebo ultrazvukové čističce. Mytím se deska zbaví nežádoucích zbytků tavidla z procesu pájení, které by svým vlivem na pájku mohly zkrátit její životnost. Pokud má být deska lakována, je mytí desky nezbytné.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
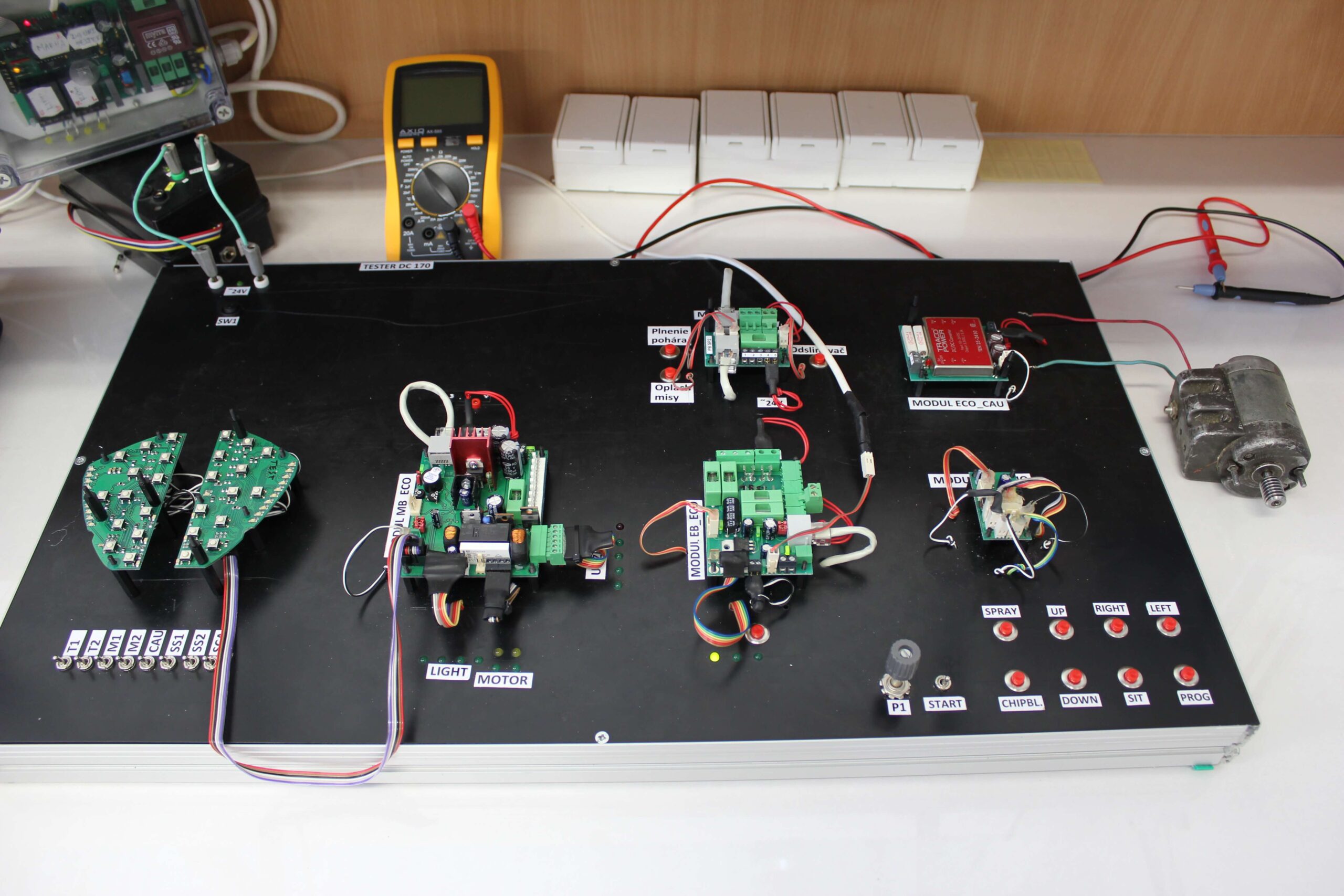
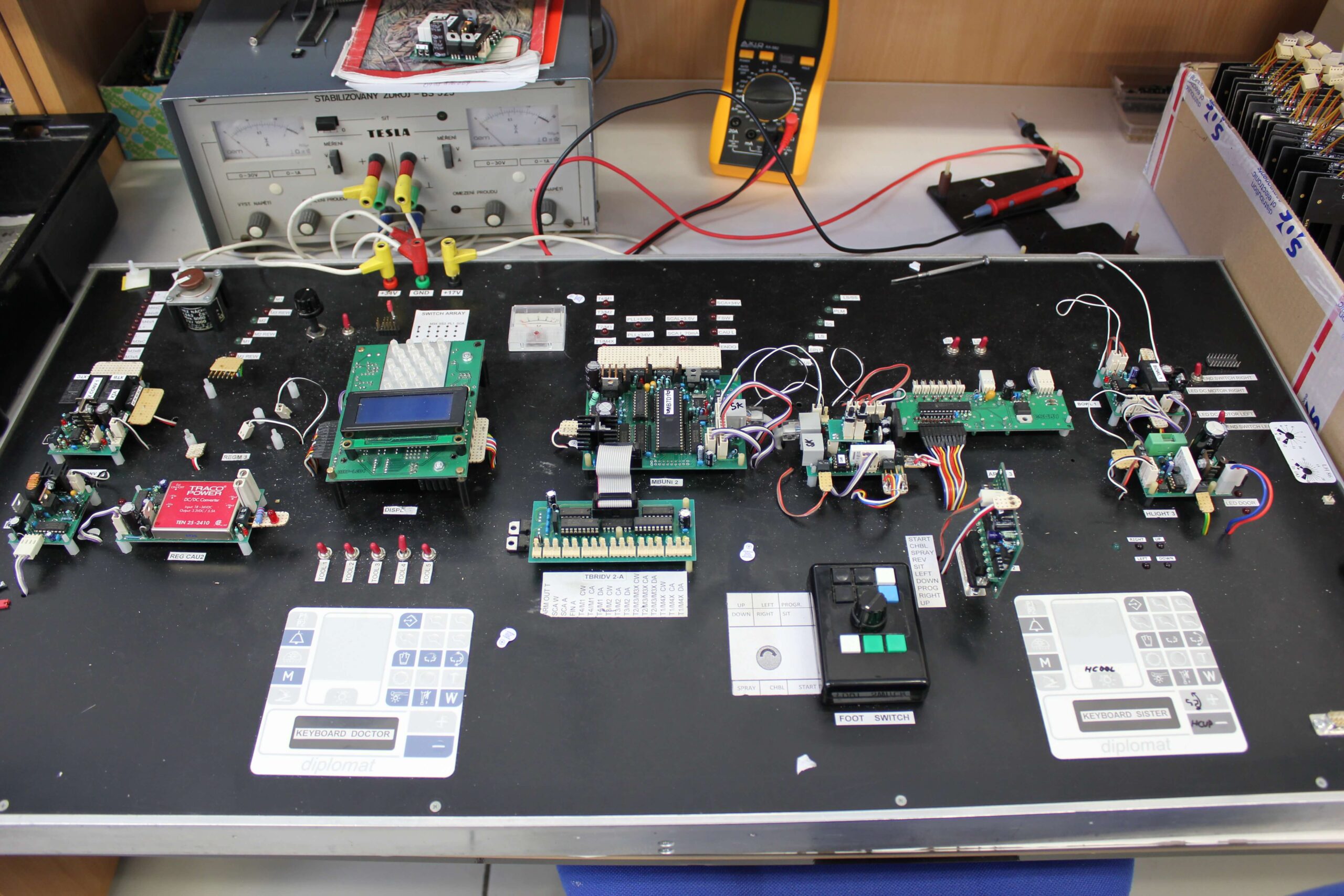
Kompletizace zařízení
Podle požadavků zákazníka provádíme také konečnou úpravu výrobků, včetně montáže do skříní, kabeláže a konečného balení.